"K"-SPANBRECHER-GEWINDEBOHRER
SPANBRECHENDE ERFOLGE
Der "K"-Gewindebohrer findet Anwendung bei tiefen Sacklöchern in langspanigen Werkstoffen wie Baustählen, Gussmaterialien, vergüteten und legierten Stählen.
Hier müssen die Späne kontrolliert abgeführt werden.
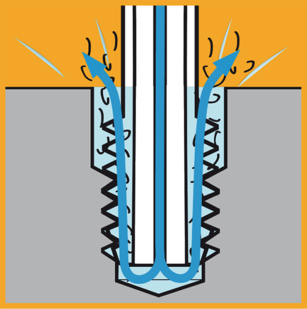
Dazu hat DC SWISS eine Schneidengeometrie entwickelt, welche den Langspan kontinuierlich bricht. Die Folge sind einzelne Spanfragmente, die Dank der Innenkühlung an die Oberfläche abgeführt werden.

Das Unterbrechen des Operationsablaufs zum Entfernen der Wirrspäne, die sich um das Werkzeug wickeln, entfällt.
Die Schneidengeometrie erlaubt sowohl das klassische Gewinde-schneiden im Längenausgleichsfutter als auch das Synchron-Gewinde-schneiden.
Für den Einsatz in Baustählen, Kugelgraphit- und Temperguss, Vergütungsstähle, Grauguss, Aluguss, in den verschiedensten Branchen.


Anwendungsbereich
Für Rotoren, Radnaben oder Zahnräder, für alle Teile mit Sacklochgewinden < 4 x D1, mit Aufbohrung.
Ideal einsetzbar in Baustähle, Kugelgraphit und Temperguss, Vergütungsstähle bis 1'150 N/mm2, Grauguss und Aluguss
Späne brechen
mit TiCN-Beschichtung, mit spezieller Schneidengeometrie zum Brechen der Späne, entwickelt
Die Spanfragmente werden mit dem Kühlmittel durch die verlängerten, geraden Nuten nach hinten abgeführt

Keine Spannester
Das Unterbrechen des Operationsablaufs zum Entfernen von Wirrspänen, die sich um das Werkzeug wickeln, entfällt
Die regelmässige Spanaufteilung garantiert einen einwandfreien Gewindeschneidprozess. Speziell empfohlen für die Horizontalbearbeitung.

Anforderungen
Bearbeitungszentrum und Werkzeugaufnahme mit Innenkühlung mit einem Druck von mindestens 20 Bar am Kühlmittelaustritt des Gewindebohrers

