![]()

SCHMIERNUTEN AB Ø 3 MM
 Dank dieser Nuten wird der Schmierstoff besser zur Werkzeug- oberfläche geführt, die mit dem Werkstoff in direktem Kontakt ist.
Dank dieser Nuten wird der Schmierstoff besser zur Werkzeug- oberfläche geführt, die mit dem Werkstoff in direktem Kontakt ist.
OHNE SCHMIERNUTEN
 Besonders geeignet für die Bearbeitung von weichen Werkstoffen und für Durchgangslöcher in dünne Bleche.
Besonders geeignet für die Bearbeitung von weichen Werkstoffen und für Durchgangslöcher in dünne Bleche.
MIT INNENKÜHLUNG
 Speziell empfohlen für tiefere Gewinde und für die Horizontalbearbeitung
Speziell empfohlen für tiefere Gewinde und für die Horizontalbearbeitung
FORMPROZESS
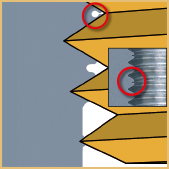 Die Zahnspitzen und Flanken des Gewindeformers dringen in den verformbaren Werkstoff ein und verdrängen das Material in die Freiräume des Werkzeugprofils.
Die Zahnspitzen und Flanken des Gewindeformers dringen in den verformbaren Werkstoff ein und verdrängen das Material in die Freiräume des Werkzeugprofils.
Dadurch entsteht das Gewindeprofil mit der typischen Furche in der Spitze.
AUSREICHENDE SCHMIERUNG
 Beim Verformen von Werkstoffen entstehen erhebliche Reibkräfte. Deshalb muss das Werkzeug stets durch einen Schmierfilm geschützt werden.
Beim Verformen von Werkstoffen entstehen erhebliche Reibkräfte. Deshalb muss das Werkzeug stets durch einen Schmierfilm geschützt werden.
Ein Riss des Schmierfilms verursacht Kaltverschweissungen, die zum Werkzeugbruch führen können.
KALTVERFORMBARE WERKSTOFFE
für kleine Gewinde < Ø 3 mm