"AERO"-S-GEWINDEBOHRER
FÜR SONDERWERKSTOFFE
Spezielle Schneidengeometrie entwickelt für Sonderwerkstoffe in der Luft- und Raumfahrtindustrie, Automobil-, Pumpenbau-, sowie der chemischen und medizinischen Industrie.
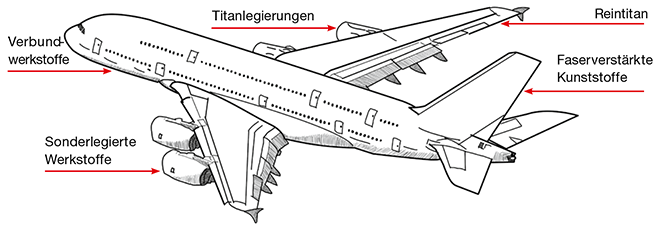
Die Luft- und Raumfahrtindustrie setzt Werkzeughersteller immer wieder vor spannende Herausforderungen:

Die Bearbeitung von teils schwer zerspanbaren Materialien wie hochfesten ferritischen / martensitischen Stählen, Nickellegierungen, Titan sowie weiteren sonderlegierten Werkstoffen erfordern ein hohes Mass an Bearbeitungskompetenz.


SA320-4 AEROfür Durchgangslöcher
Gewindebohrer mit Schälanschnitt, für Durchgangslöcher in Nickellegierungen mit einer Zugfestigkeit bis 1’600 N/mm2 (HRC 49)

SA350-3 AEROfür Sacklöcher
Gewindebohrer mit 15°-Rechtsspiralnuten, für Sacklöcher in Nickellegierungen für Zugfestigkeit bis 1’600 N/mm2 (HRC 49)

SA390-3 AEROfür Durchgangslöcher
Gewindebohrer mit 10°-Rechtsspiralnuten und mit Schälanschnitt, für Durchgangslöcher in Nickellegierungen für Zugfestigkeit bis 1’600 N/mm2 (HRC 49)